![]()

半導体製造装置やフラットパネルディスプレイ製造装置のメーカーとして国内トップ、世界でも3位の地位を誇る東京エレクトロン株式会社。研究・開発・製造・販売のみならず、これらの装置を支える高い技術サポートとアフターサービスをグローバルに展開している同社が、製造装置のデータ解析のために取り入れたのが、TIBCO Spotfire®(ティブコ スポットファイア)でした。ここでは導入の経緯と現在の活用ぶり、今後の展望について、フィールドソリューション二部の石川氏、飯田氏にうかがいました。
製造装置のログデータ解析をより迅速に、柔軟に行えるようにしたい。
有効だと思われる解析方法はすぐ取り込んでシステム化し、各現場へ展開したい。
従来利用してきたシステムはログデータ解析のためのツール開発に時間がかかりすぎる。
複数のスクリプト言語と親和性が高く、細かい部分の開発も柔軟に行えたことにより、現場からの要望を満たしやすくなった。
現場側で複雑な環境設定が必要なく、開発したツールをすぐ使い始められて、現場と開発側との情報共有や、ツールの横展開がよりスムーズになった。
― フィールドソリューション二部ならびにお二人が担当されている業務について教えてください。
石川氏 :
我々が所属するフィールドソリューションビジネスユニット(以下FS、FSBU)は半導体製造装置のリセールや、他BUが販売した装置やパーツのサービスセールスを手掛けています。
弊社では全国各地の工場ごとに製造する装置が決まっていて、それぞれ専任の技術者がいるのですが、我々FSに関しては、ユーズド品やさまざまな製造装置のパーツを提供するため、幅広いプロダクトを扱っているところが特徴です。
― TIBCO Spotfire®はどのように活用されているのでしょうか。

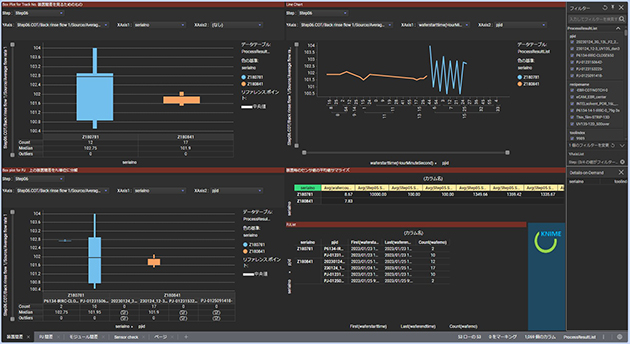
石川氏 : お客さまの半導体製造装置のデータを社内に設置したサーバーシステムに蓄積、これらのデータ分析を主な目的として、約1,000名のユーザーで運用しています。具体的には大きく2パターンありまして、1つは各工場で装置を扱うフィールドエンジニア(以下FE)を支援するために我々が開発しているツール、これにTIBCO Spotfire®を組み込んで、FE自身が現場で装置から上がってくるログデータを解析できるようなシステムを提供しています。
飯田氏 :
例えば製造装置が決められたプロセスを実施する中で、その稼働時間と異常を知らせるアラームの統計を取ったり、スループット(プロセスを実行している時間当たりの処理)をデータ化したりしています。
データベースからデータを取得してデータテーブルに入れて、それを単純にビジュアライズするだけではなく、Pythonで加工を施して「TIBCO
Spotfire®内部で初期値として任意のデータをあらかじめ選択しておく」といった要求などに応じています。
当社特有の事情かもしれないのですが、とにかく表示させるべきデータが多いのです。今回TIBCO Spotfire®で作ったシステムも、表示が40画面~50画面にわたるのが普通です。
石川氏 : もう1つは各工場の装置開発を担当している技術者による装置のログデータ解析ですね。
飯田氏 : こちらはデータを加工の段階から変える、データの見方も変えていく、という新しい分析方法を追っているという感じでしょうか。どちらの用途にも、TIBCO Spotfire®の特長が活かされていると感じています。

― TIBCO Spotfire®の導入以前は、どのようにログ解析に取り組まれていたのですか?
飯田氏:
実は、データ分析をする当社オリジナルのシステムを持っていたのです。ただその環境では、現場から「こういうことができるツールが欲しい」という要求を受けても、それを仕様に落とし込んで具現化し、実際に配備するまで時間がかかりすぎるのが課題でした。
そこで、現場で有効だと思われる解析方法をすぐに取り込んでシステム化して、各現場のFEへ展開。開発はもとより、現場でも「その場で分析可能なツール」が必要だと考えていました。

― さまざまなBIツールがある中で、TIBCO Spotfire®を選んでいただいた決め手はどのようなことだったのでしょうか。
飯田氏: 個人的には、操作が直感的ですごく分かりやすかったことですね。データを取り込んでビジュアライズして、そこからドリルダウンをしていくというフローに合うように、画面自体も整理されている。ダッシュボード化も容易なので、アカウントとブラウザさえあれば端末側のセットアップなどの作業もいらない。TIBCO Spotfire®特有の難しい知識や高いスキルを求められないので、FEとの情報共有もしやすいです。
― なるほど、開発したツールを使うFE様にとって「扱いやすい」ところがポイントになったのですね。
飯田氏: もちろん、開発側のメリットも大きいです。RやPythonがバンドルされているなど複数のスクリプト言語と親和性が高いので、かゆいところに手が届くような細かい制御ができて、現場のリクエストにも応えやすくなりました。
― 今後、TIBCO Spotfire®をどのように活用していきたいとお考えですか。
飯田氏: 今はログ解析による装置のダウンタイム短縮、歩留まり向上などをトライ&エラーを繰り返しながら追求しているところですが、今後はリアルタイムの故障予知や予兆保全などにもTIBCO Spotfire®を活用していきたいですね。
石川氏: 当初は社内システムでデータ収集するため、デイリーインターバルのデータがメインとなっていましたが、現在は徐々にTIBCO Spotfire®を利用した当システムを運用する方向へ舵を切りつつあるところです。社内でもユーザーがどんどん増えてきていますので、より短期のインターバル、時間・分・秒といったデータを、さらに長期に蓄積して、精度向上や、分析機能のバリエーションを増やしていければと考えています。
― 膨大なデータをパワフルにさばくTIBCO Spotfire®の特性がさらに活かされていくのですね。実現へ向けて、我々も引き続きスピーディかつ臨機応変な支援に努めます。本日はありがとうございました。
※掲載内容は2023年3月時点の情報です。

導入製品: Spotfire
進工業株式会社

導入製品: Spotfire
JX金属株式会社

導入製品: Spotfire
丸井織物株式会社

導入製品: TIBCO Data Virtualization
大和ライフネクスト株式会社
導入製品: TIBCO EBX
大和ライフネクスト株式会社

導入製品: Spotfire
某衣料品卸売・小売業A社

導入製品: Spotfire
明星大学